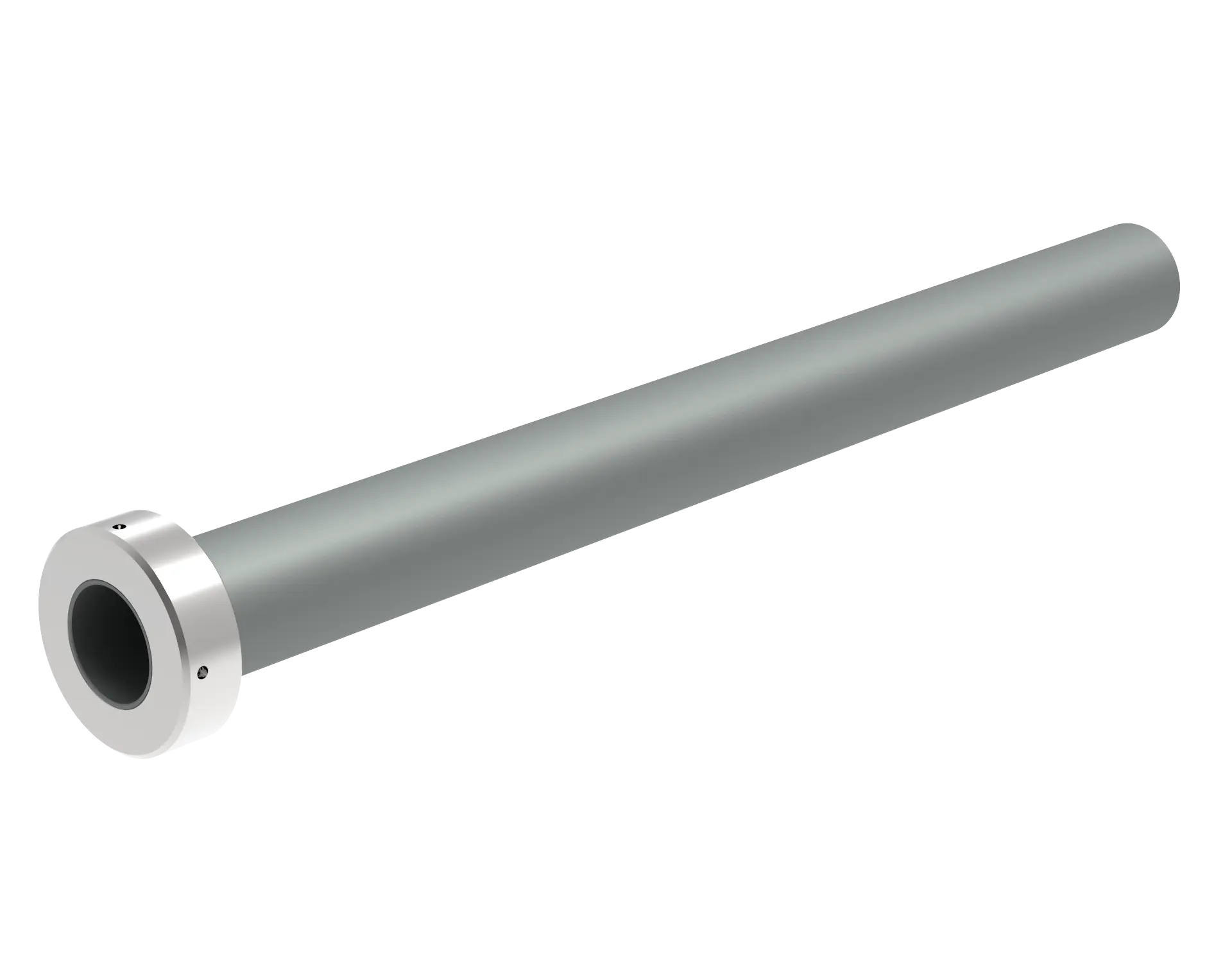
Sialon-matarrör för lågtrycksgjutning av smält aluminium – beprövad livslängd på 2–3 år, icke-vätande, underhållsfritt alternativ till gjutjärn och aluminiumtitanat
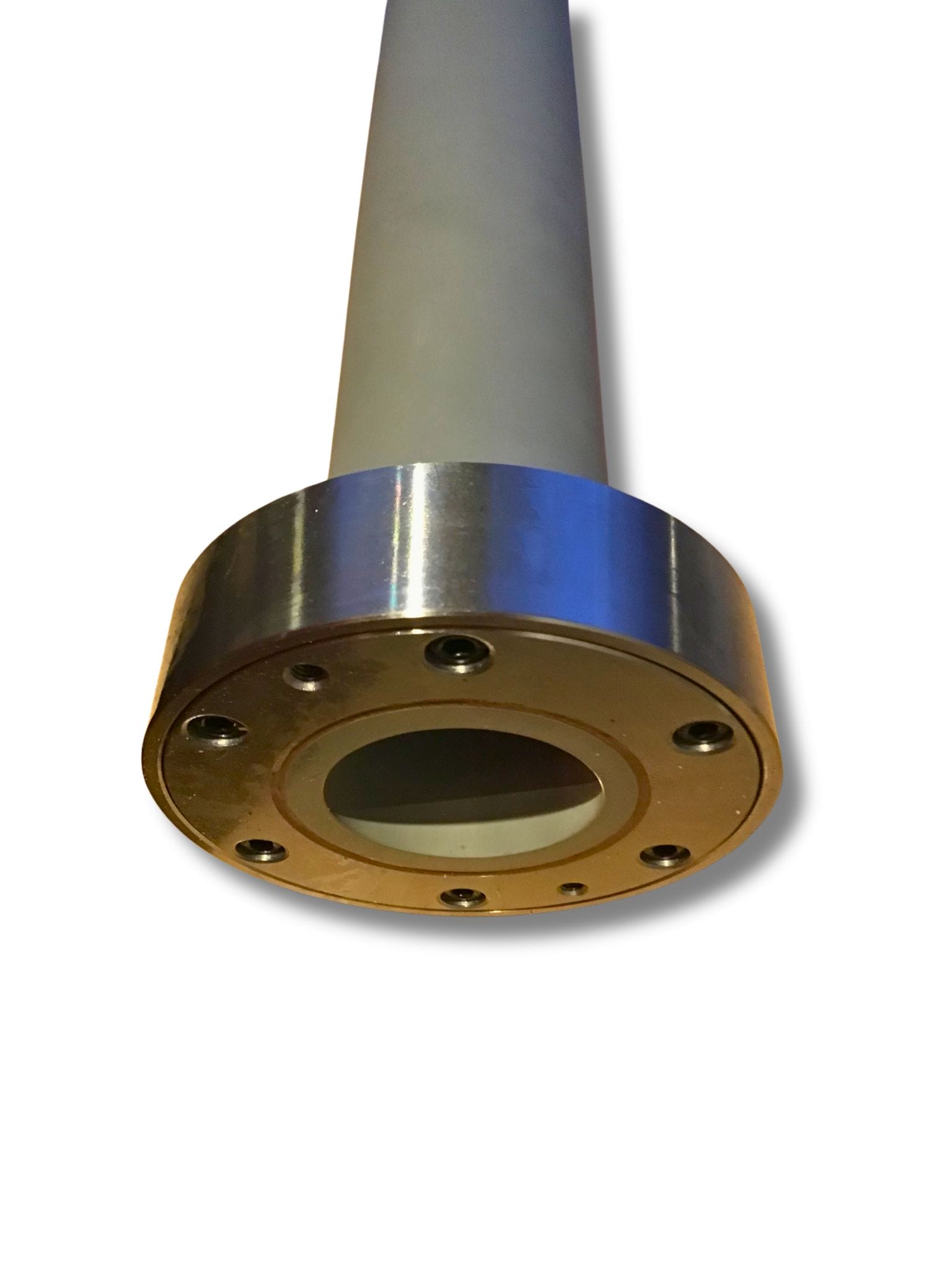
Sialon-stigrör (även kallade stigarstammar) är högkvalitativa, isostatiskt pressade, avancerade keramikprodukter baserade på kiselnitrid (Sialon, Si₃Al₃O₃N₅) som är särskilt utformade för lågtrycksgjutning av smält aluminium. De förenar de bästa egenskaperna hos kiselnitrid (hög hållfasthet, hårdhet, brottseghet, låg värmeutvidgning) och aluminiumoxid (utmärkt korrosionsbeständighet, kemisk inertitet, högtemperaturstabilitet och oxidationsbeständighet), vilket resulterar i en långlivad, praktiskt taget underhållsfri komponent med enastående motståndskraft mot termisk chock, skydd mot erosion och korrosion, ogenomträngliga, icke-vätande ytor samt en slät ytfinish som förhindrar metallvidhäftning och igensättning.
Kunderna rapporterar regelbundet 2–3 års kontinuerlig drift med minimal rengöring – vilket är betydligt bättre än traditionella stigrör av gjutjärn eller aluminiumtitanat, som ofta går sönder snabbt eller måste bytas ut ofta. Perfekt för Striko Westomats rena, slutna doseringssystem (kapacitet 450–3 100 kg), där metallen sugs upp under badytan för att eliminera föroreningar. Fullt kompatibelt med Sialon-nedsänkningsvärmare, avgasningssystem och linjer för gravitations- och formgjutning.
Fullständiga tekniska egenskaper (Sialon ULTRA™-kvaliteter 001–004):
- Skiktdensitet: 3,1–3,3 g/cm³
- Vattenabsorption: 0 %
- Böjhållfasthet: 580–1 020 MPa
- Vickers-hårdhet: 12,7–15,0 GPa
- Brottseighet: 4–7 MPa·m¹/²
- Youngs modul: 270–300 GPa
- Koefficient för linjär termisk expansion (40–800 °C): 3,2–3,5 × 10⁻⁶/°C
- Värmeledningsförmåga (20 °C): 23–54 W/(m·K)
- Värmechocktålighet: 550–900 °C
- Volymresistivitet (20 °C): >10¹⁴ Ω·cm
Sedan 1986 har dessa stigrör erbjudit det bästa förhållandet mellan pris och prestanda vid en smältpunkt för aluminium på 660,3 °C. Se Sialon-stigrör – anpassade former, storlekar och monteringsalternativ finns tillgängliga. Standardgaranti på 12 månader mot kemisk nedbrytning i smält aluminium.










 ZDialer-samtal
ZDialer-samtal