Tubos elevadores de sialón para fundición a baja presión de aluminio fundido: vida útil probada de 2 a 3 años, no se humedecen, alternativa sin mantenimiento al hierro fundido y al titanato de aluminio.
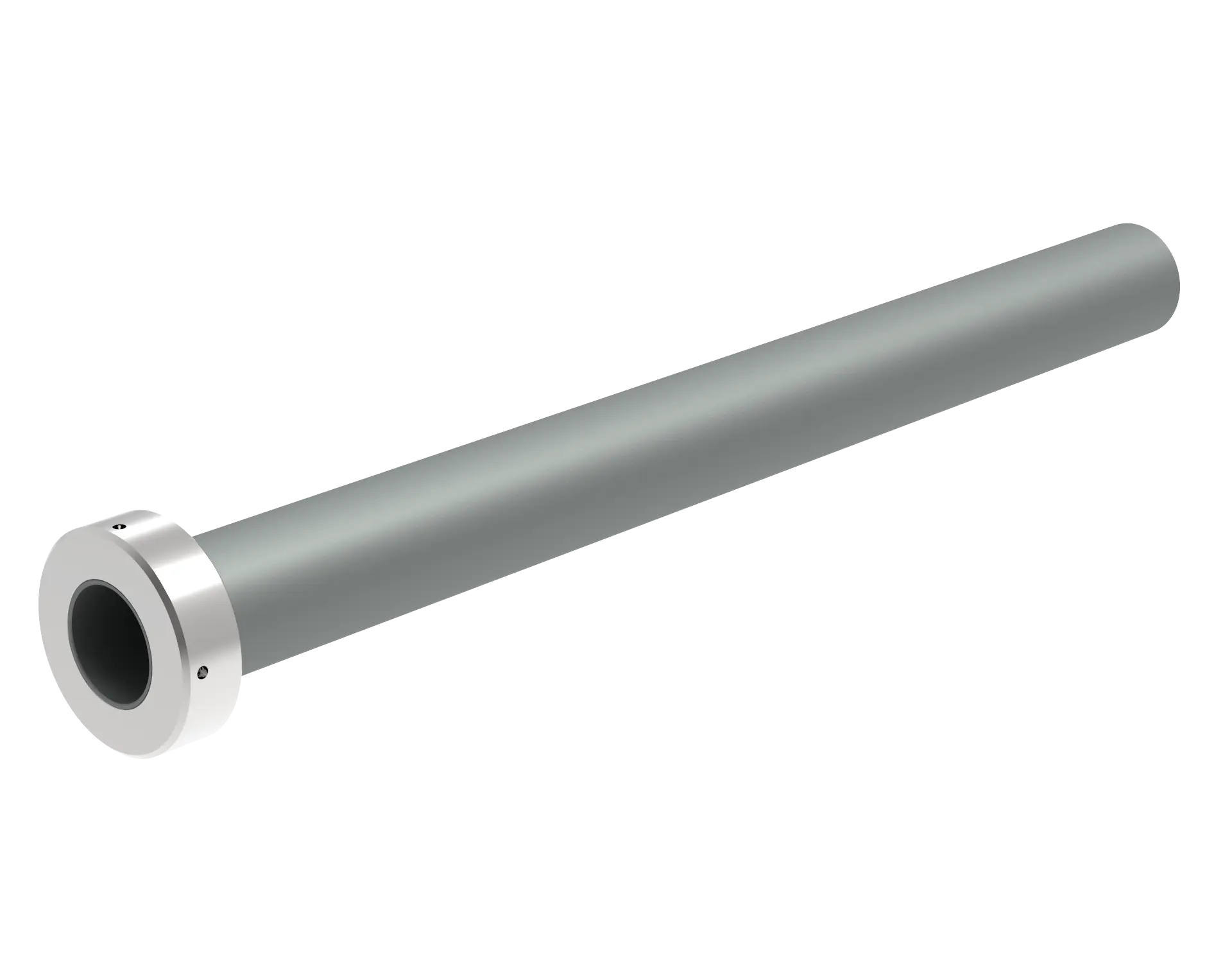
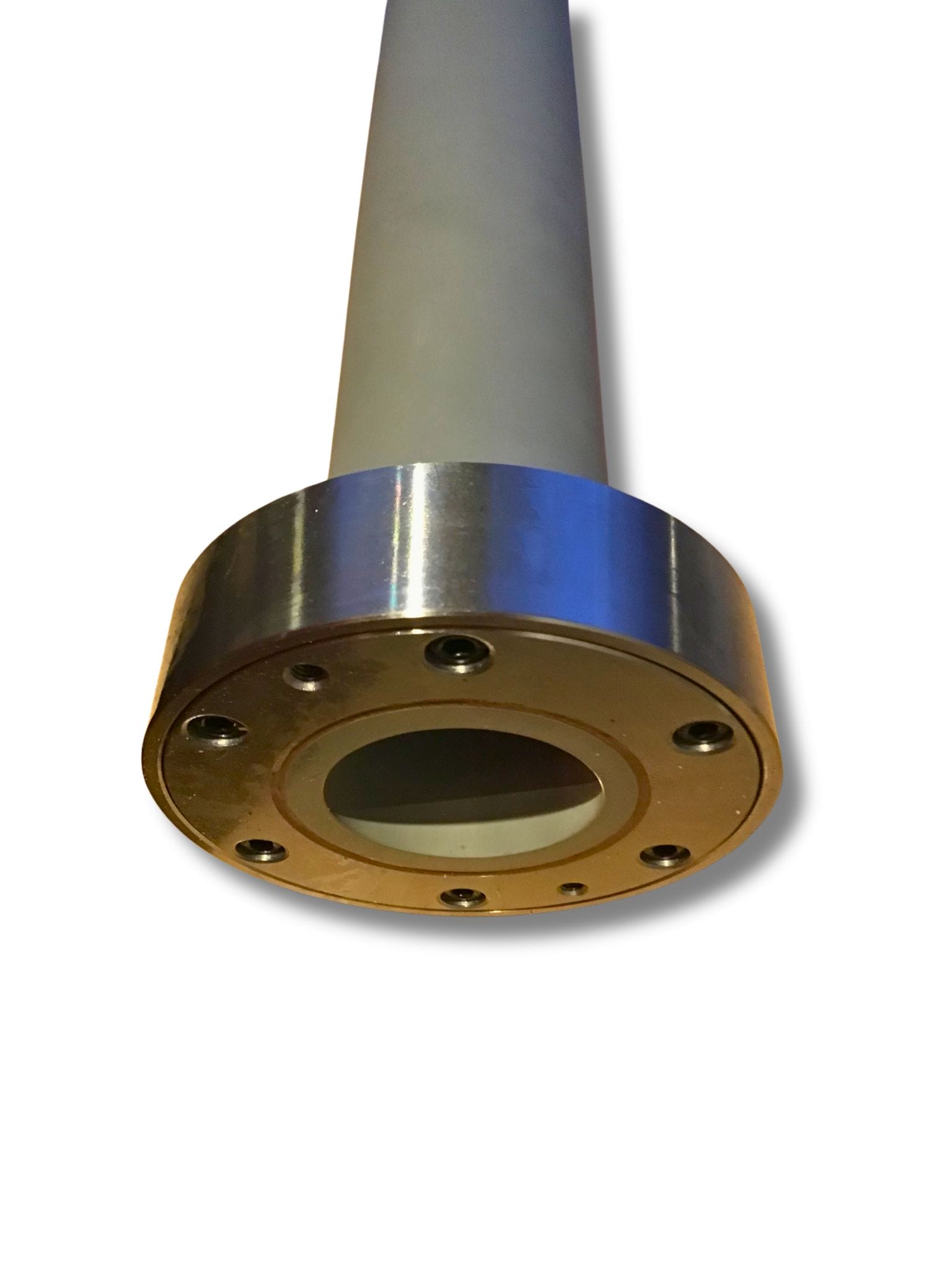
Los tubos elevadores Sialon (también llamados tallos elevadores) son cerámicas avanzadas de nitruro de silicio (Sialon Si₃Al₃O₃N₅) prensadas isostáticamente de primera calidad, diseñadas específicamente para la fundición a baja presión de aluminio fundido. Combinan las mejores propiedades del nitruro de silicio (alta resistencia, dureza, tenacidad a la fractura, baja expansión térmica) y del óxido de aluminio (excelente resistencia a la corrosión, inercia química, estabilidad a altas temperaturas y resistencia a la oxidación), lo que da como resultado un componente de larga duración, prácticamente libre de mantenimiento, con una extraordinaria resistencia al choque térmico, protección contra la erosión y la corrosión, superficies impermeables y no humectables y un acabado liso que evita la adhesión de metales y la obstrucción.
Los clientes suelen informar de 2-3 años de servicio continuo con una limpieza mínima, muy superior a los tubos ascendentes tradicionales de hierro fundido o titanato de aluminio, que a menudo fallan rápidamente o requieren sustituciones frecuentes. Ideal para sistemas de dosificación cerrados y limpios Striko Westomat (capacidad de 450 a 3100 kg), en los que el metal se extrae desde debajo de la superficie del baño para eliminar la contaminación. Totalmente compatible con calentadores de inmersión Sialon, sistemas de desgasificación y líneas de fundición por gravedad/molde.
Propiedades técnicas completas (grados Sialon ULTRA™ 001-004):
- Densidad aparente: 3,1-3,3 g/cm³
- Absorción de agua: 0 %
- Resistencia a la flexión: 580-1020 MPa
- Dureza Vickers: 12,7-15,0 GPa
- Resistencia a la fractura: 4-7 MPa·m¹/²
- Módulo de Young: 270-300 GPa
- Coeficiente de expansión térmica lineal (40-800 °C): 3,2-3,5 ×10⁻⁶/°C
- Conductividad térmica (20 °C): 23–54 W/(m·K)
- Resistencia al choque térmico: 550-900 °C
- Resistividad volumétrica (20 °C): >10¹⁴ Ω·cm
Desde 1986, estos tubos elevadores ofrecen la mejor relación calidad-precio a una temperatura de fusión del aluminio de 660,3 °C. Ver tubos elevadores Sialon: formas, tamaños y opciones de montaje personalizados disponibles. Garantía estándar de 12 meses contra el ataque químico del aluminio fundido.










 Llamada ZDialer
Llamada ZDialer