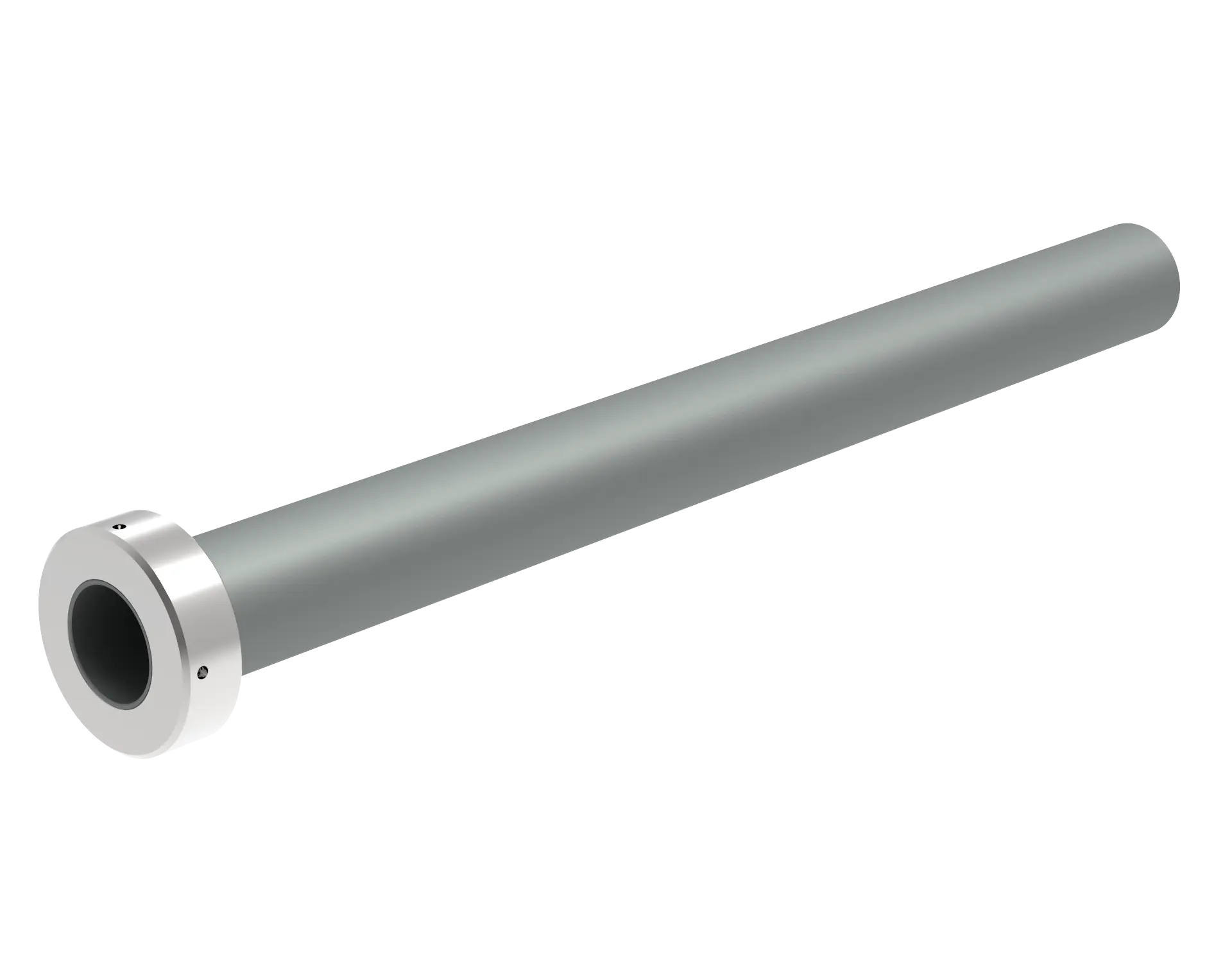
용융 알루미늄 저압 다이캐스팅용 시알론 라이저 튜브 – 2~3년 검증된 서비스 수명, 비습윤성, 주철 및 알루미늄 티타네이트 대체재로서 유지보수 불필요
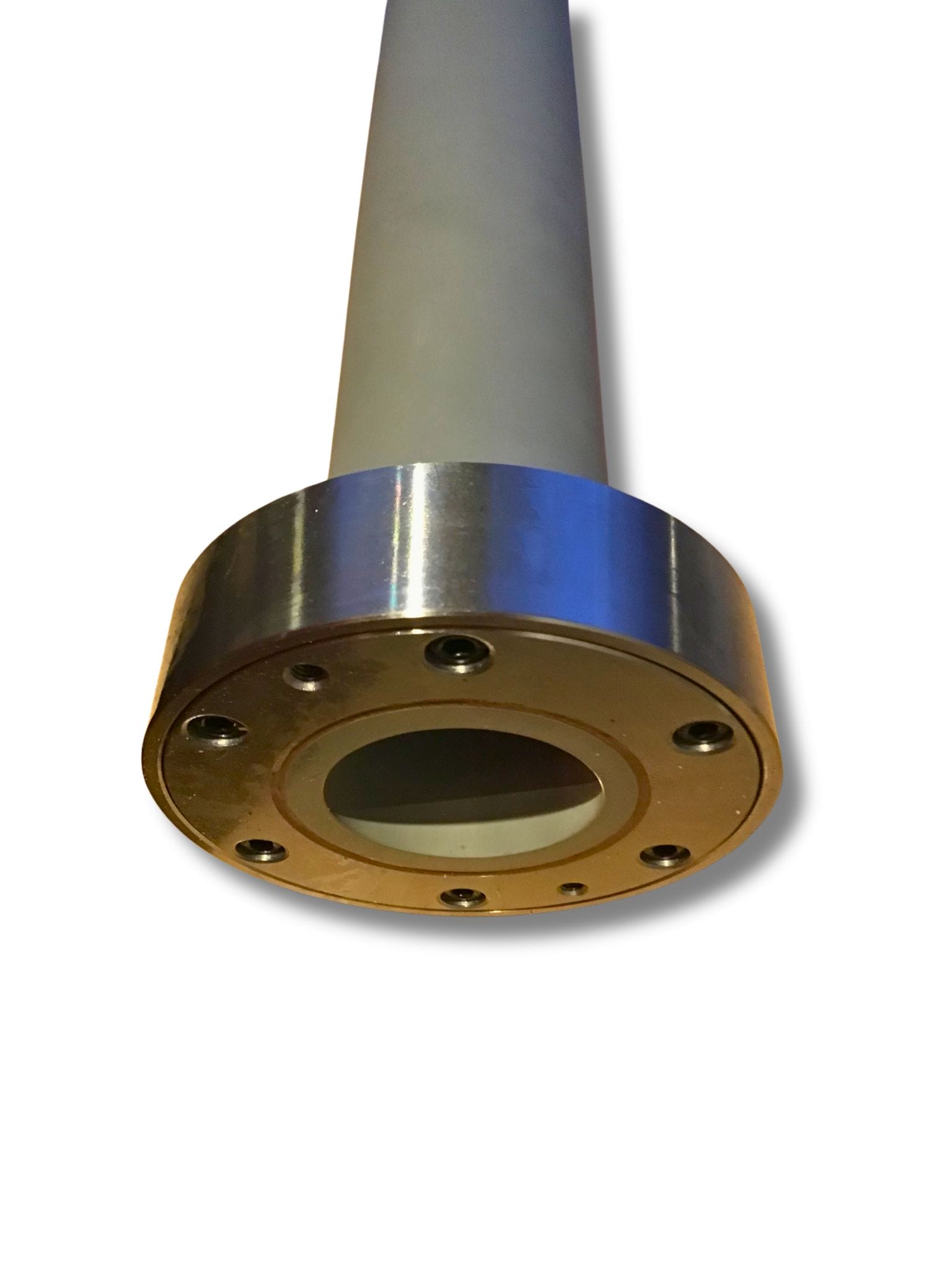
사이알론 라이저 튜브(라이저 스템이라고도 함)는 용융 알루미늄의 저압 다이캐스팅을 위해 특별히 설계된 고급 등방성 압축 고급 실리콘 질화물 기반 세라믹(사이알론 Si₃Al₃O₃N₅)입니다. 이 제품은 실리콘 나이트라이드(고강도, 경도, 파단 인성, 낮은 열팽창률)와 알루미늄 산화물(탁월한 내식성, 화학적 불활성, 고온 안정성 및 산화 저항성)의 최상위 특성을 결합하여, 뛰어난 내열 충격성, 침식/부식 방지, 불침투성 비습윤 표면 및 금속 부착과 막힘을 방지하는 매끄러운 마감을 갖춘 장수명, 사실상 유지보수가 필요 없는 부품을 구현합니다.
고객들은 최소한의 청소만으로 2~3년간의 지속적인 사용을 보고합니다. 이는 종종 빠르게 고장 나거나 빈번한 교체가 필요한 기존 주철 또는 알루미늄 티타네이트 라이저 튜브보다 훨씬 우수합니다. 스트라이코 웨스토맷 클린 클로즈드 도징 시스템(450~3,100kg 용량)에 이상적입니다. 이 시스템은 금속을 욕조 표면 아래에서 끌어올려 오염을 방지합니다. 시알론 침수 히터, 탈기 시스템 및 중력/다이 캐스팅 라인과 완벽하게 호환됩니다.
전체 기술적 특성 (Sialon ULTRA™ 등급 001–004):
- 부피 밀도: 3.1–3.3 g/cm³
- 수분 흡수율: 0%
- 굽힘 강도: 580–1,020 MPa
- 비커스 경도: 12.7–15.0 기가파스
- 파단 인성: 4–7 MPa·m¹/²
- 영률: 270–300 기가파스칼
- 선형 열팽창 계수 (40–800 °C): 3.2–3.5 ×10⁻⁶/°C
- 열전도율 (20 °C): 23–54 W/(m·K)
- 내열성: 550–900 °C
- 체적 저항률 (20 °C): >10¹⁴ Ω·cm
1986년부터 이 라이저 튜브는 660.3°C 알루미늄 용융 온도에서 최고의 가격 대비 성능을 제공해 왔습니다. 시알론 라이저 튜브 보기 – 맞춤형 형상, 크기 및 장착 옵션 제공. 용융 알루미늄 내 화학 부식에 대한 표준 12개월 보증 적용.










 Z다이얼러 통화
Z다이얼러 통화