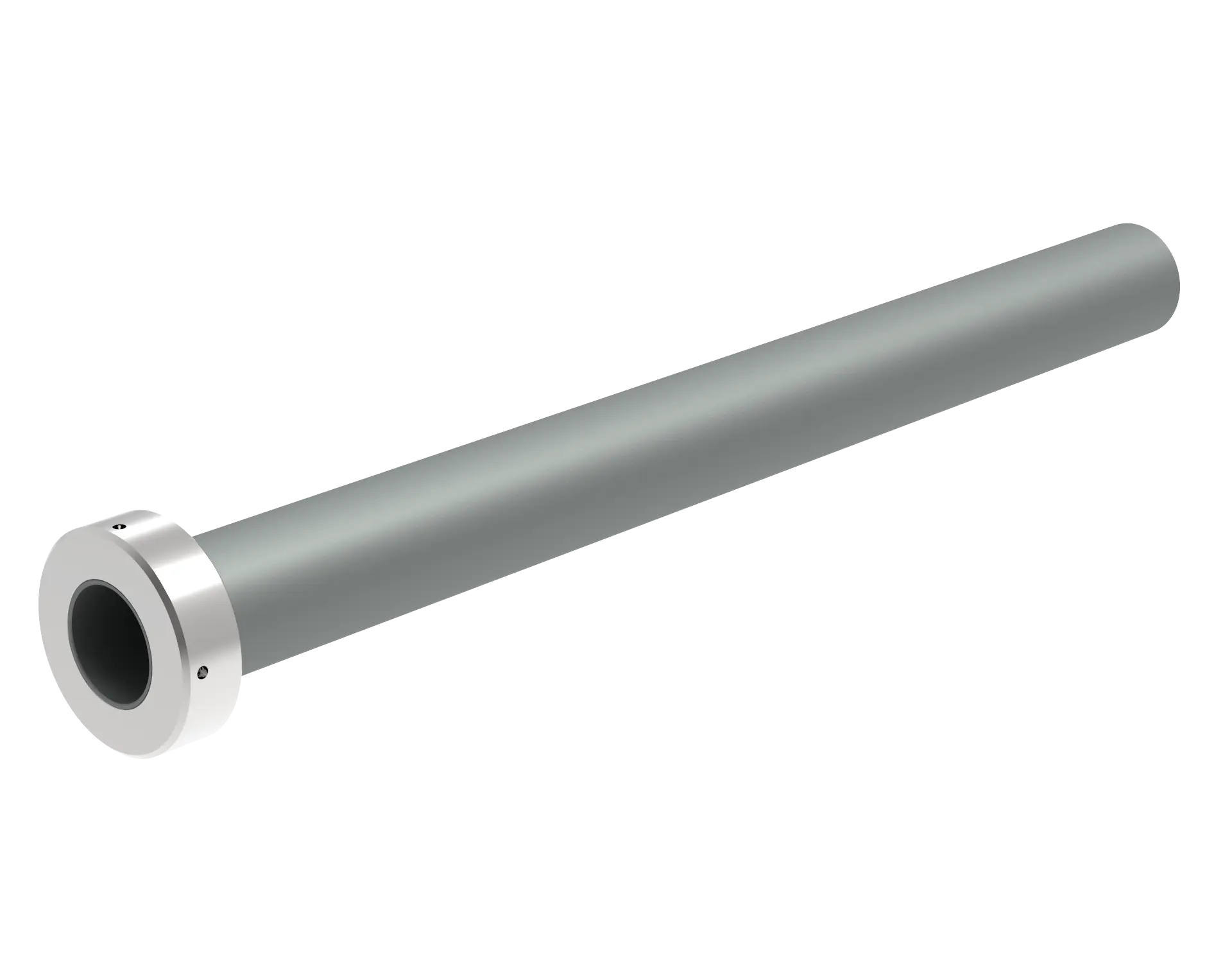
Tubi di risalita in sialon per pressofusione a bassa pressione di alluminio fuso – Durata di servizio comprovata di 2-3 anni, non bagnabili, alternativa senza manutenzione alla ghisa e al titanato di alluminio
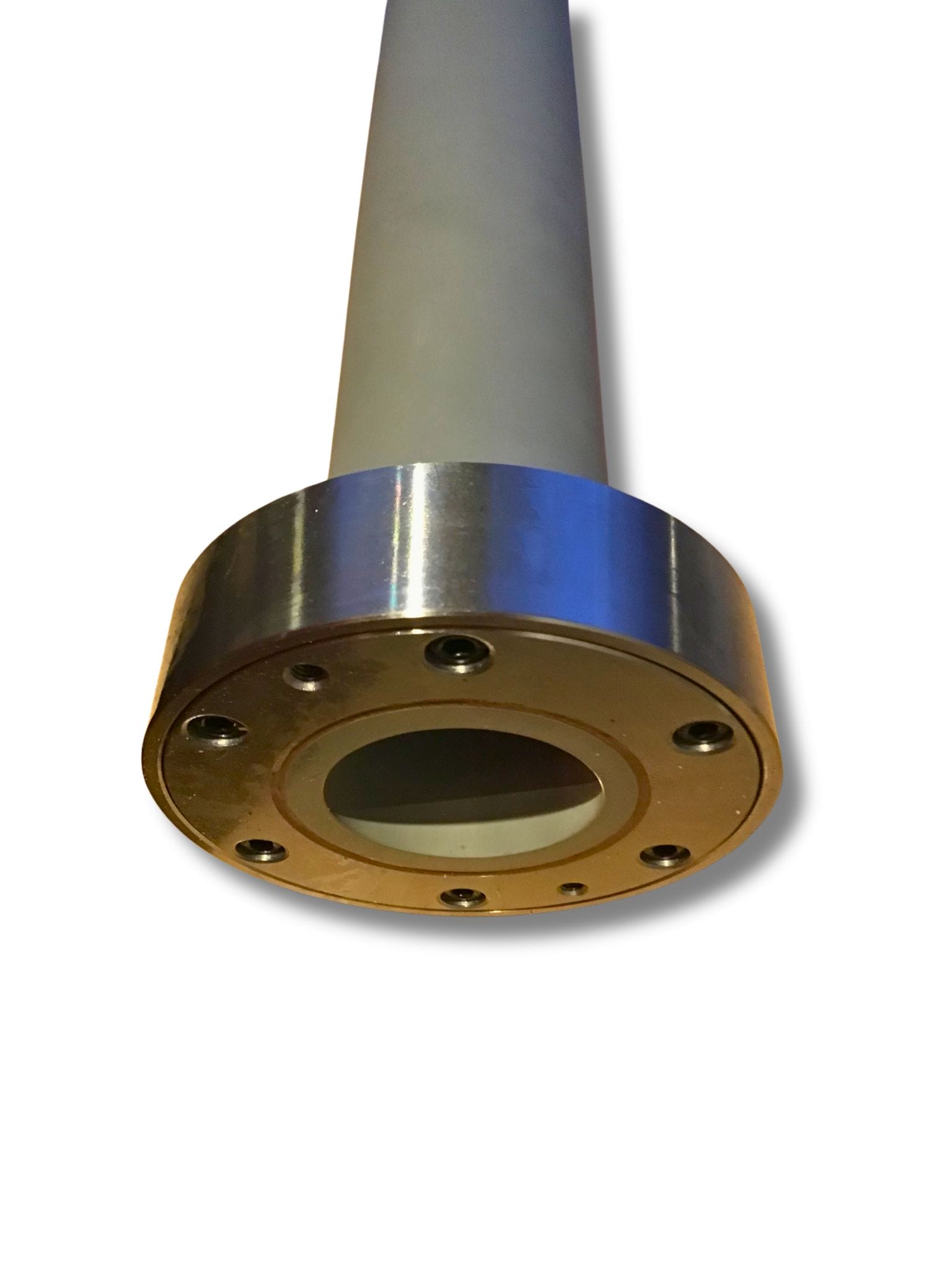
I tubi di risalita in sialon (noti anche come steli di risalita) sono ceramiche avanzate a base di nitruro di silicio (Sialon Si₃Al₃O₃N₅) pressate isostaticamente di alta qualità, progettate specificamente per la pressofusione a bassa pressione dell'alluminio fuso. Combinano le migliori proprietà del nitruro di silicio (elevata resistenza, durezza, tenacità alla frattura, bassa espansione termica) e dell'ossido di alluminio (eccellente resistenza alla corrosione, inerzia chimica, stabilità alle alte temperature e resistenza all'ossidazione), dando vita a un componente di lunga durata, praticamente esente da manutenzione, con eccezionale resistenza agli shock termici, protezione dall'erosione/corrosione, superfici impermeabili e non bagnabili e una finitura liscia che impedisce l'adesione del metallo e l'intasamento.
I clienti segnalano regolarmente 2-3 anni di servizio continuo con una pulizia minima, molto superiore ai tradizionali tubi di risalita in ghisa o alluminio titanato, che spesso si guastano rapidamente o richiedono frequenti sostituzioni. Ideale per i sistemi di dosaggio chiusi Striko Westomat (capacità 450-3.100 kg), in cui il metallo viene prelevato da sotto la superficie del bagno per eliminare la contaminazione. Completamente compatibile con riscaldatori a immersione Sialon, sistemi di degassificazione e linee di colata a gravità/pressofusione.
Proprietà tecniche complete (gradi Sialon ULTRA™ 001–004):
- Densità apparente: 3,1–3,3 g/cm³
- Assorbimento d'acqua: 0 %
- Resistenza alla flessione: 580–1.020 MPa
- Durezza Vickers: 12,7–15,0 GPa
- Resistenza alla frattura: 4–7 MPa·m¹/²
- Modulo di Young: 270–300 GPa
- Coefficiente di dilatazione termica lineare (40–800 °C): 3,2–3,5 ×10⁻⁶/°C
- Conducibilità termica (20 °C): 23–54 W/(m·K)
- Resistenza allo shock termico: 550–900 °C
- Resistività volumetrica (20 °C): >10¹⁴ Ω·cm
Dal 1986, questi tubi di risalita offrono il miglior rapporto qualità/prezzo alla temperatura di fusione dell'alluminio di 660,3 °C. Visualizza i tubi di risalita in sialon: forme, dimensioni e opzioni di montaggio personalizzate disponibili. Garanzia standard di 12 mesi contro l'attacco chimico dell'alluminio fuso.










 Chiamata ZDialer
Chiamata ZDialer