



Description
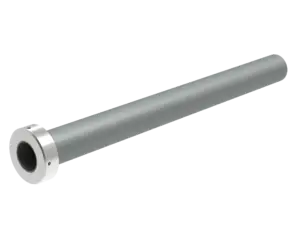
Sialon Riser Tubes And Stalks
Sialon Ceramics AB manufactures a wide range of advanced ceramic silicon nitride and sialon immersion heater and sialon riser tubes, stalks for use in the aluminium and non-ferrous molten metal handling industries.

Fine silicon nitride, sialon riser tubes and sialon foundry products offer long life, an improved process reliability and are cost effective compared to competitive materials, such as ceramic coated cast iron and refractory ceramics, such as silicon carbide and aluminium titanate. Sialon is an alloy of silicon, aluminium, oxide and Nitride and combines excellent thermal and mechanical properties.
Sialon riser tubes are available with plain ends, grooved ends for assembly with metal flanges, or with integral collars for the optimum in strength and reliability. Tooling available for most Low Pressure die casting machines.
What is low-pressure die casting in molten aluminium?
Low pressure air is introduced into a sealed furnace holding a tank of molten metal. The metal feeds up slowly through a silicon nitride riser tube and into the die cavity. Once the casting has solidified in the die, air pressure is released, allowing any residue molten metal still in the riser to fall back into the tank for recycling. When cooled, the casting is removed.
What is a Sialon riser tube’s role in the process of low-pressure die casting? This text has been courtesy cited from the Open University
- Metal is displaced from the furnace and forced up the riser tube using air at 20–100 kN m-2, or by evacuation of the mould. “Counter-pressure die casting” is a variation in which the mould is filled by having a slight pressure differential produced by controlled leakage from the mould. This slow, smooth and progressive filling of the die cavity reduces metal turbulence and gives temperature gradients which are favourable to feeding, thus producing sound, high-quality castings.
- Silicon Nitride riser tubes are usually cast iron and require regular cleaning and renewal of the mould coating to prevent “sticking” and freezing of the molten metal. Refractory silicon nitride riser tubes can be used and, although their initial cost is high, they can last up to a year and only need cleaning once every 2 weeks. This cleaning can be carried out hot, thus reducing the loss in production time.
- Dies are usually cooled between castings, using air or water sprays, and have die-coatings similar to those used for gravity die casting.
- Sand or shell cores can be used in the dies to produce internal cavities, but usually require a refractory coating to prevent metal penetration under pressure.
- Castings have no runners or feeders in the true sense, and hence high yields (80–90%) and low remelt ratios are obtained which, coupled with reduced fettling, gives a high energy saving.
- Casting machines are expensive, come in a wide variety of designs, and take up more floor space than gravity die casting machines.
- Automatic cycling and casting removal are possible, enabling an unskilled operator to cope with more than one machine, thus giving a 10–20% increase in production rate.
- Production rates depend largely on size and complexity of castings, but are similar to gravity die casting and less than high pressure die casting.
- The Least expensive casting process for relatively high production runs, although using aluminium alloy dies production runs of 100 castings can be economical with alloys of zinc and aluminium.
- Typical products include aluminium alloy wheels, westofen dosing tube, cylinder blocks, guttering and beer barrels.






 ZDialer Call
ZDialer Call