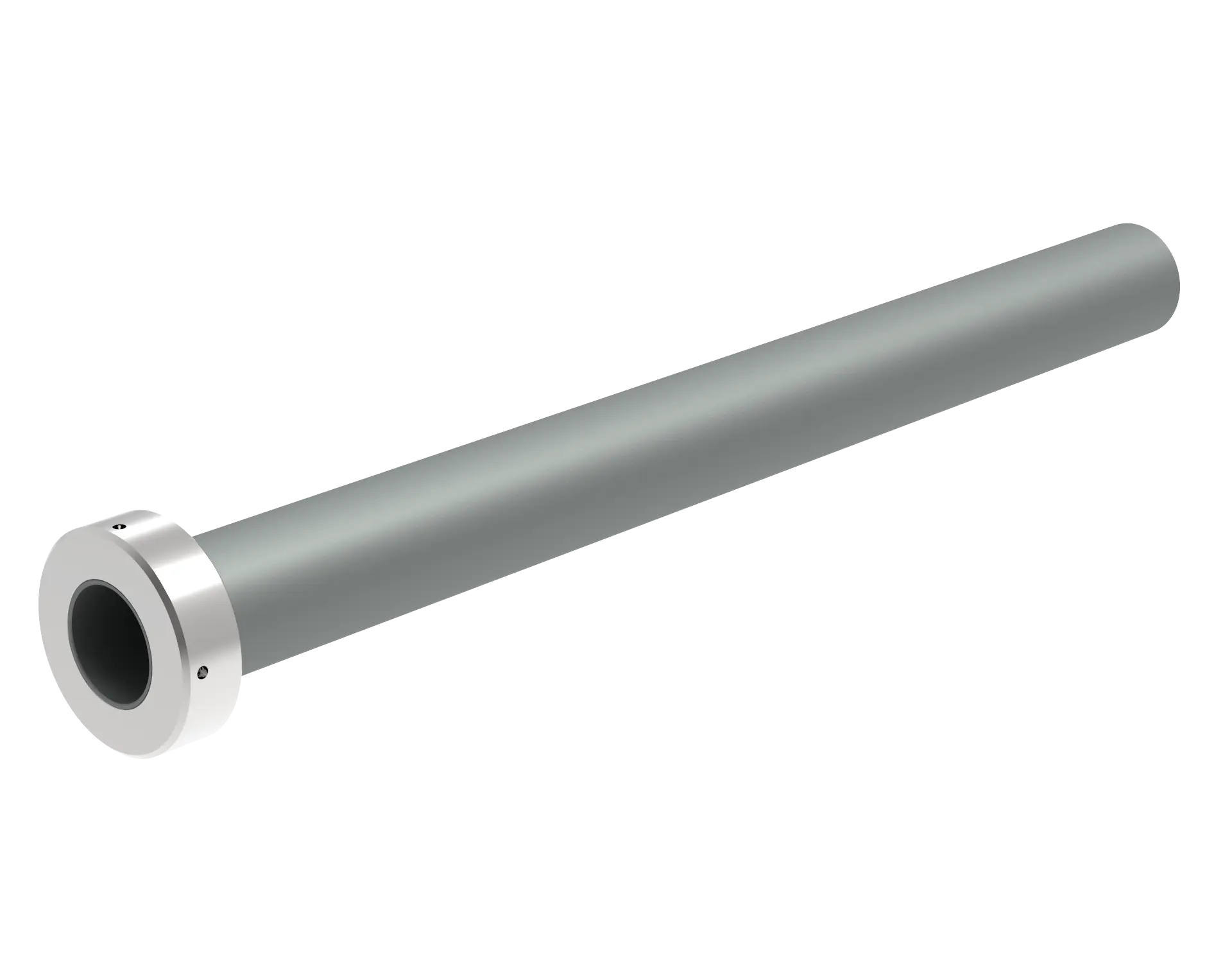
Sialon Riser Tubes for Molten Aluminium Low Pressure Die Casting – 2–3 Years Proven Service Life, Non-Wetting, Maintenance-Free Alternative to Cast Iron & Aluminium Titanate
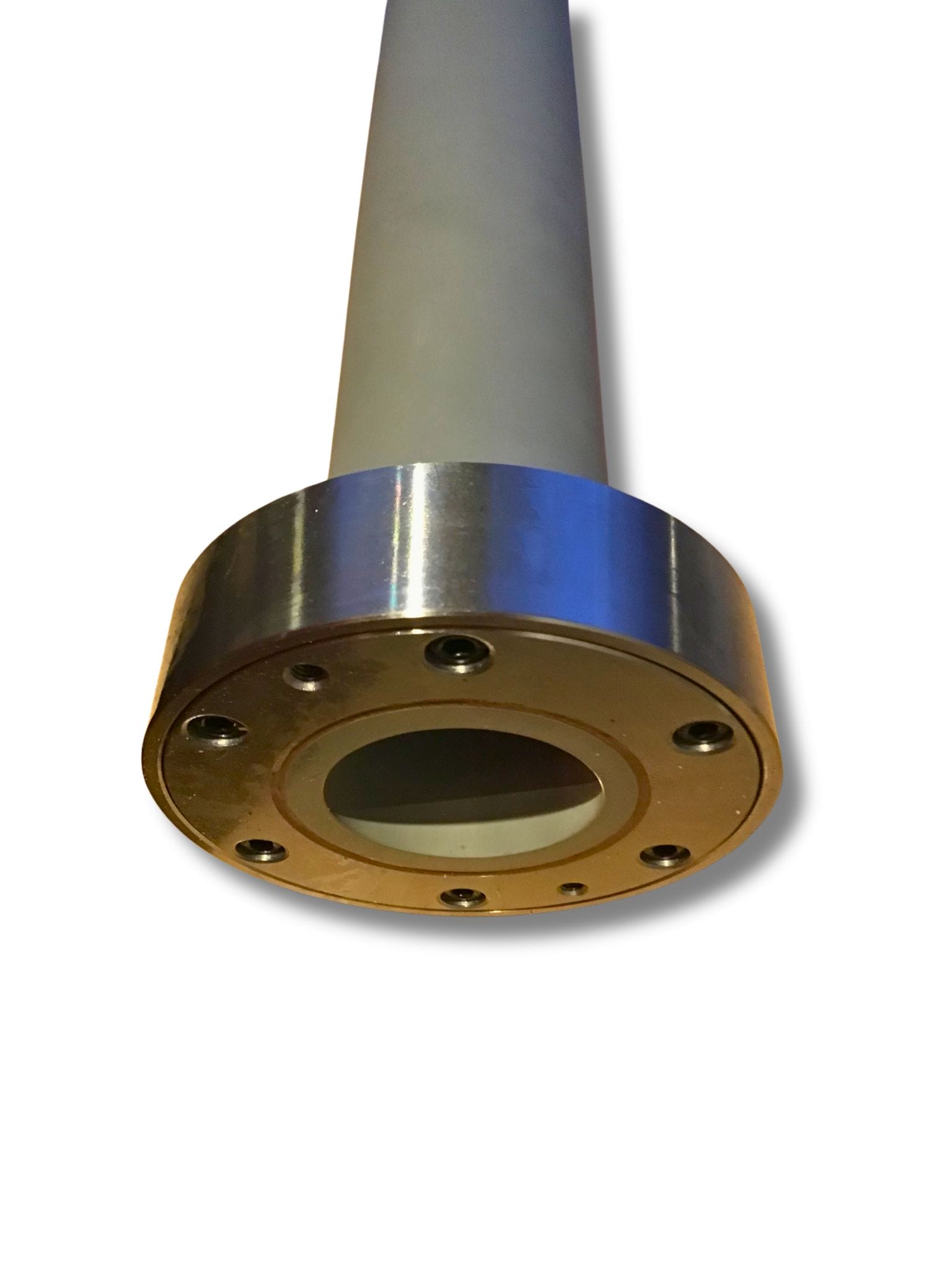
Sialon Riser Tubes (also called riser stalks) are premium isostatically pressed advanced silicon nitride-based ceramics (Sialon Si₃Al₃O₃N₅) designed specifically for low-pressure die casting of molten aluminium. They combine the best properties of silicon nitride (high strength, hardness, fracture toughness, low thermal expansion) and aluminium oxide (excellent corrosion resistance, chemical inertness, high-temperature stability and oxidation resistance), resulting in a long-life, virtually maintenance-free component with outstanding thermal shock resistance, erosion/corrosion protection, impervious non-wetting surfaces and a smooth finish that prevents metal adhesion and clogging.
Customers routinely report 2–3 years of continuous service with minimal cleaning – far superior to traditional cast iron or aluminium titanate riser tubes, which often fail quickly or require frequent replacement. Ideal for Striko Westomat clean closed dosing systems (450–3,100 kg capacity), where metal is drawn from below the bath surface to eliminate contamination. Fully compatible with Sialon immersion heaters, degassing systems and gravity/die casting lines.
Full technical properties (Sialon ULTRA™ grades 001–004):
- Bulk density: 3.1–3.3 g/cm³
- Water absorption: 0 %
- Flexural strength: 580–1,020 MPa
- Vickers hardness: 12.7–15.0 GPa
- Fracture toughness: 4–7 MPa·m¹/²
- Young’s modulus: 270–300 GPa
- Coefficient of linear thermal expansion (40–800 °C): 3.2–3.5 ×10⁻⁶/°C
- Thermal conductivity (20 °C): 23–54 W/(m·K)
- Heat shock resistance: 550–900 °C
- Volume resistivity (20 °C): >10¹⁴ Ω·cm
Since 1986, these riser tubes have delivered the best price/performance ratio at 660.3 °C aluminium melting temperature. View Sialon Riser Tubes – custom shapes, sizes and mounting options available. Standard 12-month warranty against chemical attack in molten aluminium.










 ZDialer Call
ZDialer Call