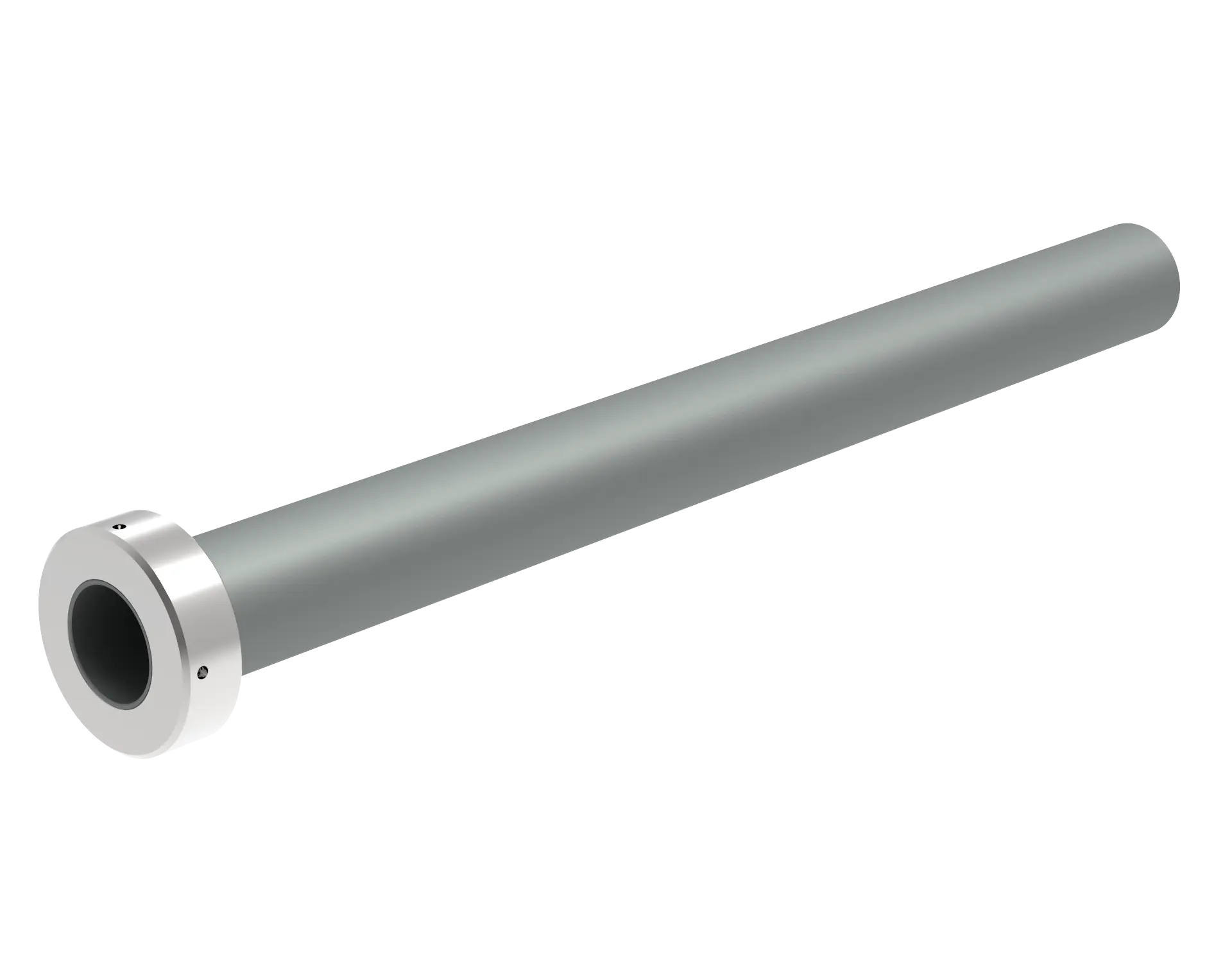
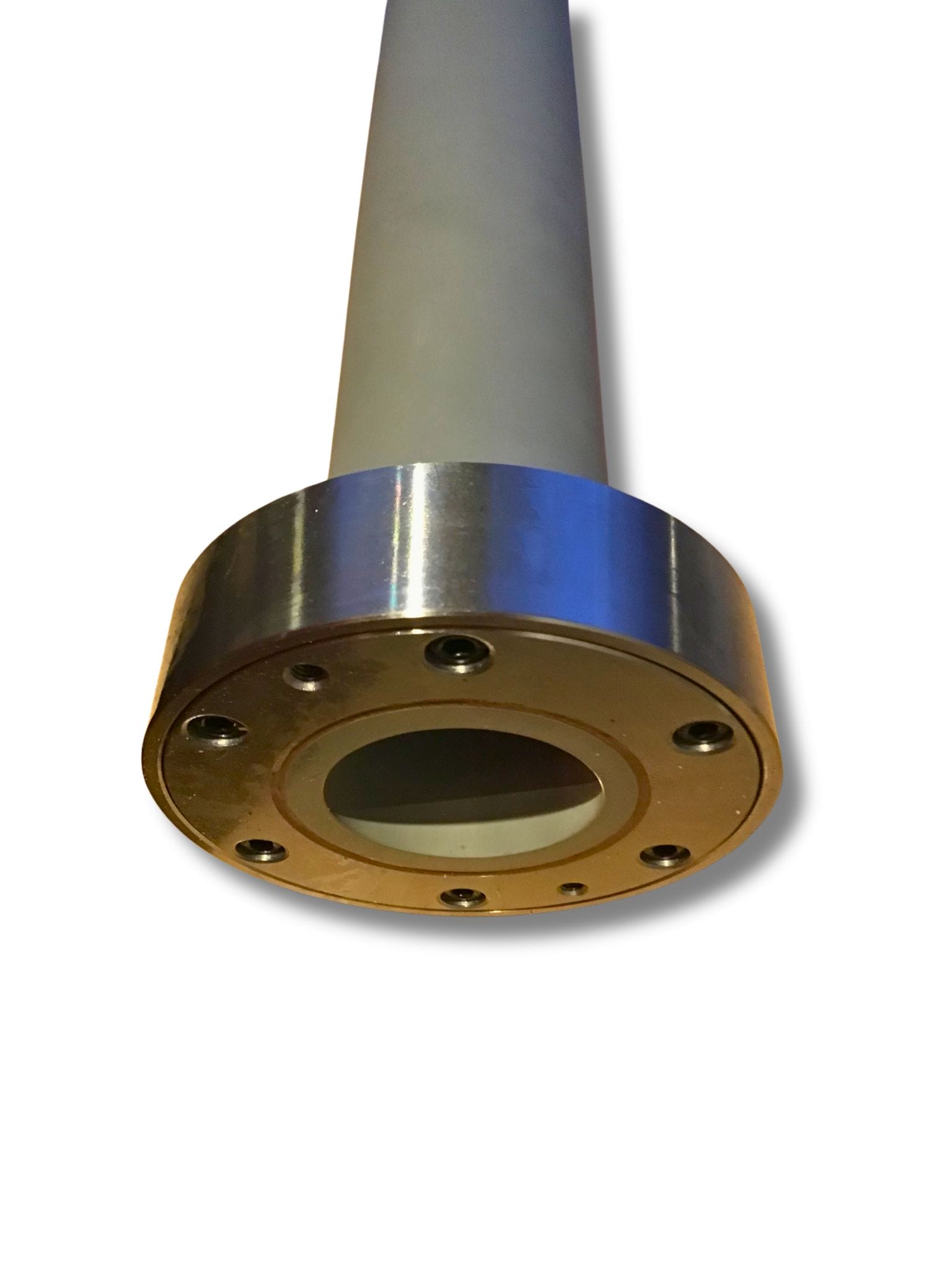
Tubes de montée en silialon pour le moulage sous basse pression d'aluminium fondu – Durée de vie éprouvée de 2 à 3 ans, non mouillants, alternative sans entretien à la fonte et au titanate d'aluminium
Les tubes de montée Sialon (également appelés tiges de montée) sont des céramiques avancées à base de nitrure de silicium (Sialon Si₃Al₃O₃N₅) pressées isostatiquement, spécialement conçues pour le moulage sous basse pression d'aluminium fondu. Ils combinent les meilleures propriétés du nitrure de silicium (haute résistance, dureté, ténacité à la rupture, faible dilatation thermique) et de l'oxyde d'aluminium (excellente résistance à la corrosion, inertie chimique, stabilité à haute température et résistance à l'oxydation), ce qui donne un composant à longue durée de vie, pratiquement sans entretien, avec une résistance exceptionnelle aux chocs thermiques, une protection contre l'érosion/la corrosion, des surfaces imperméables et non mouillantes et une finition lisse qui empêche l'adhérence et l'encrassement des métaux.
Les clients signalent régulièrement 2 à 3 ans de service continu avec un nettoyage minimal, ce qui est bien supérieur aux tubes de montée traditionnels en fonte ou en titanate d'aluminium, qui tombent souvent rapidement en panne ou doivent être remplacés fréquemment. Idéal pour les systèmes de dosage fermés Striko Westomat (capacité de 450 à 3 100 kg), où le métal est extrait sous la surface du bain afin d'éliminer toute contamination. Entièrement compatible avec les réchauffeurs à immersion Sialon, les systèmes de dégazage et les lignes de moulage par gravité/moulage sous pression.
Propriétés techniques complètes (nuances Sialon ULTRA™ 001–004) :
- Densité apparente : 3,1–3,3 g/cm³
- Absorption d'eau : 0 %
- Résistance à la flexion : 580–1 020 MPa
- Dureté Vickers : 12,7–15,0 GPa
- Résistance à la rupture : 4–7 MPa·m¹/²
- Module d'Young : 270–300 GPa
- Coefficient de dilatation thermique linéaire (40–800 °C) : 3,2–3,5 ×10⁻⁶/°C
- Conductivité thermique (20 °C) : 23–54 W/(m·K)
- Résistance aux chocs thermiques : 550–900 °C
- Résistivité volumique (20 °C) : >10¹⁴ Ω·cm
Depuis 1986, ces tubes de coulée offrent le meilleur rapport qualité/prix à une température de fusion de l'aluminium de 660,3 °C. Voir les tubes de coulée Sialon – formes, tailles et options de montage personnalisées disponibles. Garantie standard de 12 mois contre les attaques chimiques dans l'aluminium fondu.










 Appel du ZDialer
Appel du ZDialer